تفاوت علامتگذاری لیزری و حکاکی لیزری
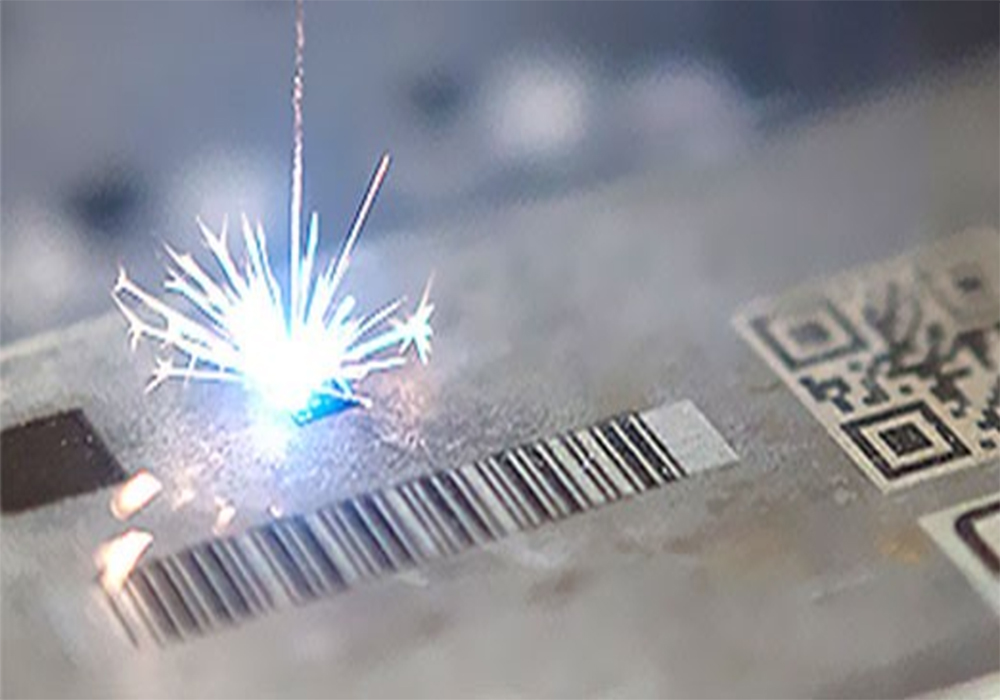 شکل1: نمونهای از برخورد پرتوی لیزر به سطح ماده نشان داده شده است.
شکل1: نمونهای از برخورد پرتوی لیزر به سطح ماده نشان داده شده است.
علامتگذاری و حکاکی لیزری در بسیاری از موارد به یک معنی بهکار برده میشوند، اما در واقع به دو فرایند مختلف اشاره دارد. هر دو با استفاده از پرتو لیزر، علامت پاکنشدنی را روی مادهای به تصویر میکشند، اما حکاکی ماده را بخار میکند، در حالیکه فرآیند علامتگذاری آن را حل میکند. سطح ذوب شده منبسط میشود و شیارهایی به عمق 80 میکرومتر ایجاد میکند. به این ترتیب با علامتگذاری لیزری زبری مواد تغییر میکند و بسته به پارامترهای لیزر مورد استفاده، کنتراست سیاه و سفید ایجاد میشود. در همین گفتار بهطور دقیقتری به آنچه که رنگ سیاه و سفید علایم به آن بستگی دارد، میپردازیم.
مراحل سهگانه اجرای علامت گذاری شامل موارد زیر است:
- پرتوی لیزر به سطح مواد برخورد میکند (شکل 1). تمام روشهای حکاکی یا علامتگذاری یک چیز مشترک دارند: پرتوی لیزر، پالس شده و در فواصل زمانی مشخص انرژی آزاد میکند. در یک ثانیه، لیزر 100 وات، 100000پالس آزاد میکند. هر پالس حاوی 1 میلی وات انرژی است و میتواند به حداکثر توان پیک(قله)10000 وات برسد. برای کنترل میزان انرژی گسیل شده توسط لیزر، باید پارامترهای آن را تنظیم کرد. مهمترین پارامترها سرعت و فاصله هستند، این دو پارامتر، فاصله پالسها را تعیین میکنند. هرچه آنها نزدیکتر باشند، چگالی انرژی بیشتر میشود.
در روش حکاکی لیزری، پالسها نزدیکتر از روش علامتگذاری هستند، بنابراین در علامتگذاری لیزری نسبت به حکاکی به انرژی کمتری نیاز است، به همین سبب سرعت آن نیز بیشتر است. سرعت یکی از پارامترهای مهم تصمیمگیری هنگام انتخاب یکی از فرآیندها به جای فرآیند دیگر است.
2-مادهای که تحت یکی از این دو عملیات قرار میگیرد، انرژی پرتوی لیزر را جذب میکند. سطح بیشتر مواد انرژی پالس لیزر را بازتاب میدهد، در حالی که بعضی از آنها انرژی را جذب کرده و به گرما تبدیل میکنند. برای علامتگذاری، مواد همان اندازه انرژی که جذب میکنند برای ذوب شدن نیاز دارند و در نتیجه انرژی کمتری نسبت به حکاکی که انرژی آن صرف تبخیر میشود نیاز دارد.
در علامتگذاری لیزری به محض اینکه انرژی به گرما تبدیل میشود، دمای ماده افزایش مییابد تا زمانی که به نقطه ذوب برسد. در آن مرحله، سطح گرم شده و قابل انعطاف میشود و اجازه تغییر شکل را میدهد. برای لیزر حالت جامد که دارای طول موج 1064 نانومتر است، آلومینیوم 5درصد و فولاد بیش از30درصد جذب میکند. با این توصیف، تصور میشود که علامتگذاری فولاد راحتتر است، اما اینطور نیست. ما باید سایر خصوصیات فیزیکی، از جمله نقطه ذوب مواد را در نظر بگیریم.
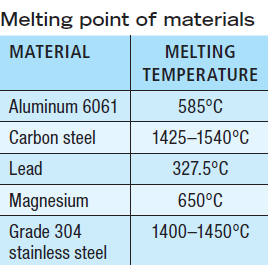 شکل2: نقطه ذوب مواد
شکل2: نقطه ذوب مواد
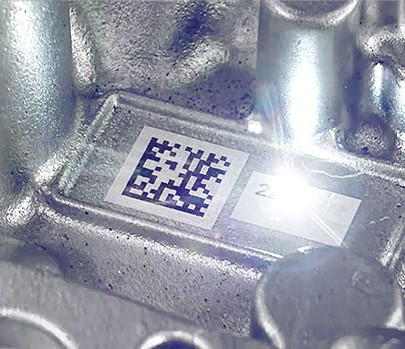
3- سطح موضعی منبسط میشود و زبری آن تغییر مییابد. با ذوب شدن و خنک شدن مواد در میلی ثانیه، تغییرات موضعی روی سطح ایجاد میشود. زبری سطح تغییر میکند و علائم دائمی ایجاد میشود. محتوای علامتگذاری میتواند شامل یک کد، یک آرم یا یک نمودار باشد (شکل 3).
 شکل3: در فرآیند علامتگذاری لیزری، زبری سطح تغییر میکند و علامتهای دائمی مانند این نمونه آرم ایجاد میکند.
شکل3: در فرآیند علامتگذاری لیزری، زبری سطح تغییر میکند و علامتهای دائمی مانند این نمونه آرم ایجاد میکند.
تغییرات رنگ، در نتیجه الگوهای مختلف روی سطح ظاهر میشود. برای علامتهای لیزری با کیفیت بالا، سفید و سیاه بهترین کنتراست را ارائه میدهند، سیاهی و سفیدی رنگ، هر دو به زبری سطح ربط دارد:
- زبری سطحی که باعث میشود پرتوهای نور در زوایای مختلف بازتاب شوند (یعنی بازتابهای پخش شده)، بنابراین سطح سفید به نظر میرسد.
- زبری سطحی که باعث به تله افتادن اشعههای نور (یعنی جذب) میشود، بنابراین سطح سیاه بهنظر میرسد.
از طرف دیگر، حکاکی با لیزر، مواد را بخار میکند. در اینحالت پرتوی لیزر به عمق بیشتری از سطح نفوذ میکند و لایههای فوقانی را با تصعید یا بهتر بگوییم از طریق انتقال مستقیم از حالت جامد به حالت گازی، میبرد. زیرا لیزر با شدت زیاد انرژی و در نتیجه گرما، به مناطق موضعی برخورد میکند.
عواملی که به شما در انتخاب علامت گذاری لیزری یا حکاکی لیزری کمک میکند.
اکنون که تفاوت بین این دو فرآیند را فهمیدیم، بیایید مشخص کنیم که پارامترهای اصلی که میتواند ما را به انتخاب یکی از این دو سوق دهد چیست:
1-مقاومت در برابر علامتگذاری؛ حکاکی با لیزر به سطح عمیقتری نفوذ میکند و برای آن دسته از اجزایی که به دلیل شرایط محیطی، در معرض سایش قرار دارند و یا تحت عملیات فرآوری سطوح پس از علامت گذاری مانند سندبلاست، لایه برداری شات، پوشش الکترونیکی یا عملیات حرارتی قرار میگیرند، مناسب است (شکل4).
 شکل4: حکاکی با لیزر به عمق بیشتری از سطح نفوذ میکند و برای تمام اجزایی که در معرض سایش هستند، توصیه میشود.
شکل4: حکاکی با لیزر به عمق بیشتری از سطح نفوذ میکند و برای تمام اجزایی که در معرض سایش هستند، توصیه میشود.
2-سرعت؛ چون علامتگذاری عمق نفوذ کمتری به سطح ماده دارد، فرآیندی است که زمان کمتری نسبت به حکاکی میبرد. اگر قطعه تحت فشار خاصی نباشد، به عبارتی مانند قطعاتی باکاربردهای خانگی، قطعات الکترونیکی، تبلیغاتی و جواهرات باشد، علامتگذاری علاوه بر سرعت، کارآیی بهتری را نیز تضمین میکند که نسبت به همه فناوریهای مشابه دیگر از جمله حکاکی برتری دارد. (شکل 5).
 شکل5: علامتگذاری با لیزر زمان کمتری نسبت به حکاکی میبرد، زیرا با عمق کمتری به سطح ماده نفوذ میکند.
شکل5: علامتگذاری با لیزر زمان کمتری نسبت به حکاکی میبرد، زیرا با عمق کمتری به سطح ماده نفوذ میکند.
- مواد و سازگاری آن؛ همانطور که قبلاً توضیح داده شد، در حالی که علامتگذاری با تغییر زبری، مواد را حل میکند، حکاکی، مواد را با ایجاد شیارها تصعید میکند (شکل 6). برای انجام این کار، لیزر باید آنقدر قدرتمند باشد که بتواند مواد را در چند میلی ثانیه بخار کند و مادهای که علامت روی آن حک شده است باید دمای تصعید مناسب داشته باشد، بنابراین حکاکی با عمق بالا همیشه امکانپذیر نیست.
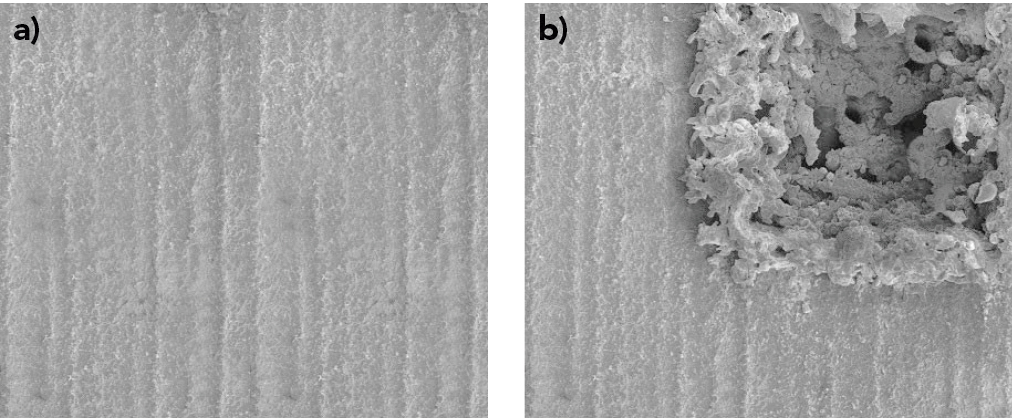 شکل6: یک سطح قبل از حکاکی لیزری (a) و بعد از حکاکی لیزری (b).
شکل6: یک سطح قبل از حکاکی لیزری (a) و بعد از حکاکی لیزری (b).
وقتی حکاکی با لیزر اتفاق میافتد، مهم است که نشانگر لیزر به سیستم تخلیه مناسب مجهز باشد. میتوان از یک فن تخلیه که بهطور خاص برای به حداکثر رساندن سطح حفاظت از محیط و لیزر طراحی شدهاست، استفاده کرد.
اکنون تصویر دقیقتری از پارامترهایی داریم که ما را به انتخاب یک فرآیند بهجای فرآیند دیگر سوق میدهد.
منبع: