در ساخت میکرو الکترونیکهای نیمه هادی، صفحه های نمایش و دستگاههای پزشکی و بسیاری از صنایع دیگر، به پردازشهای با دقت بالا نیاز است. این یعنی برش، سوراخکاری و علامتگذاری قطعات با ظرافت و دقت بالاتر، کیفیت لبه بهتر و اثر گذاری کمتر در مواد اطراف انجام بگیرد. در گذشته، اغلب کاربردهای پردازشی دقیق مبتنی بر لیزر، به پالسهای با عرض نانوثانیه یا ماوراء بنفش (یا هر دو) وابسته بود. اما منابع سنتی همیشه نمیتوانند پاسخگوی کاربردهای مورد نیاز جدید باشند. در نتیجه، برخی از کاربردها هم اکنون بوسیله لیزرهایی با پهنای پالس فوق سریع (پیکوثانیه یا فمتوثانیه) انجام میشوند.
مزایای پردازش فوق سریع
هدف از میکرو ماشین کاری ایجاد تغییرات در مقیاس میکرون است. به عنوان مثال، ایجاد سوراخها، شیارها و علائم با دقت ابعادی بالا در حین اینکه از آسیبهای حرارتی جنبی به مواد اطراف اجتناب شود. به عبارت دیگر، برشها دقیق و تمیز، علامتگذاری با کیفیت سطح بالا و ناحیه متأثر از حرارت کمینه(HAZ)[1] باشد.
مزایای پردازش فوق سریع
هدف از میکرو ماشین کاری ایجاد تغییرات در مقیاس میکرون است. به عنوان مثال، ایجاد سوراخها، شیارها و علائم با دقت ابعادی بالا در حین اینکه از آسیبهای حرارتی جنبی به مواد اطراف اجتناب شود. به عبارت دیگر، برشها دقیق و تمیز، علامتگذاری با کیفیت سطح بالا و ناحیه متأثر از حرارت کمینه(HAZ)[1] باشد.
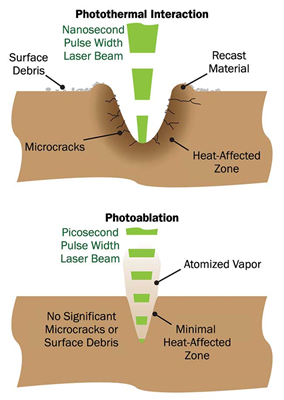
توصیف شماتیک تفاوتهای عمده بین پردازش فوق سریع و پردازش با لیزرهای با پهنای پالس بلندتر.
برای سوراخکاری، حکاکی، برش یا علامتگذاری یک ماده بوسیله لیزر دو مکانیسم اصلی وجود دارد. بسیاری از کاربردهای سنتی مبتنی بر لیزرهای مادون قرمز و Q-switch مرئی، با عرض پالس در محدوده ده ها نانوثانیه، هستند. این مواد از طریق یک واکنش فوتوحرارتی حذف[۲] میشوند. در اینجا، پرتو لیزر متمرکز شده بعنوان یک منبع حرارتی شدید و محدود از نظر فضایی عمل میکند. هدف مورد نظر به سرعت حرارت داده میشود که منجر به بخار شدن آنها و در اصل جوشیدن آنها میشود.
مزیت این روش سرعت زیاد در حذف مقادیر نسبتاً زیادی از مواد هدف است. بعلاوه، تکنولوژی لیزرهای نانوثانیه کامل شده است؛ این منابع بسیار مطمئن هستند و تمام خصوصیات آنها قابل کنترل است. با اینحال، در اغلب موارد مهم مورد نیاز، آسیب جانبی HAZ یا شکلدهی جدید به ماده میتواند باعث محدودیت شود. این محدودیتها شامل لایه لایه شدن پوششهای سطح، ترک خوردگیهای در مقیاس میکرون یا تغییر در ویژگیهای ماده میباشد.
یکی از راههای به حداقل رساندن مقدار HAZ، استفاده از یک لیزر نانوثانیه با خروجی UV به جای مرئی یا مادون قرمز نزدیک است. نور UV به شدت توسط بیشتر مواد جذب میشود، و بنابراین با کنترل اینکه چه میزان نور لیزر در این بخش نفوذ کند، HAZ را میتوان کاهش داد.

مزیت این روش سرعت زیاد در حذف مقادیر نسبتاً زیادی از مواد هدف است. بعلاوه، تکنولوژی لیزرهای نانوثانیه کامل شده است؛ این منابع بسیار مطمئن هستند و تمام خصوصیات آنها قابل کنترل است. با اینحال، در اغلب موارد مهم مورد نیاز، آسیب جانبی HAZ یا شکلدهی جدید به ماده میتواند باعث محدودیت شود. این محدودیتها شامل لایه لایه شدن پوششهای سطح، ترک خوردگیهای در مقیاس میکرون یا تغییر در ویژگیهای ماده میباشد.
یکی از راههای به حداقل رساندن مقدار HAZ، استفاده از یک لیزر نانوثانیه با خروجی UV به جای مرئی یا مادون قرمز نزدیک است. نور UV به شدت توسط بیشتر مواد جذب میشود، و بنابراین با کنترل اینکه چه میزان نور لیزر در این بخش نفوذ کند، HAZ را میتوان کاهش داد.
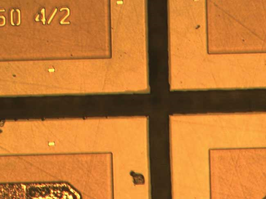
تصویر ویفر سیلیکان کربید پیش از جداسازی مکانیکی از قالبهای تکی که به صورت نهان[۳] با یک لیزر پیکو ثانیه ای برش داده شده است.
دومین مکانیسم برای حذف لیزری مواد، مبتنی بر کنده کاری نوری[۴] است. در این روش به جای اینکه به سادگی به مواد حرارت داده شود، پیوندهای مولکولی یا اتمی که مواد را در کنار هم نگه میدارد، مستقیماً شکسته میشود. این را میتوان با لیزرهای فوق سریع انجام داد زیرا عرض پالس کوتاه آنها منجر به قله توانهای بسیار بالا (مگاوات و بالاتر) میشود. این فلوئنس با قله توان بسیار بالا باعث جذب چند فوتونی میشود که ماده را از الکترون تهی کرده و سپس به دلیل دافعه کولنی منفجر میشود. وقتی از پالسهای فوق سریع استفاده میشود، ماده مدت زمان کوتاهی در معرض انرژی لیزر قرار میگیرد بطوریکه انرژی نمیتواند فراتر از ناحیه تأثیر منتقل شود و بنابراین محیط اطراف سرد باقی میماند. انرژی باقیمانده پس از فرآیند شکست پیوند بوسیله ذرات دفع شده، به اطراف انتقال مییابد. این اثرات با هم منجر به یک فرآیند ذاتاً سردتر با میزان قابل توجهی HAZ کاهش یافته میشود. این همچنین یک فرآیند بسیار تمیز بدون هیچ گونه شکلدهی جدید به ماده است و بنابراین نیاز به پس پردازش دقیق نیز رفع میشود.
یک مزیت بزرگ دیگر پردازش فوق سریع این است که سازگار با طیف بسیار گسترده ای از مواد هستند از جمله مواد مختلف با گاف نواری بالا نظیر شیشه، یاقوت[۵] و پلیمرهای فلوئوردار[۶] خاص که جذب اپتیکی خطی پایینی دارند و بنابراین به سختی با لیزرهای تجاری در دسترس ماشین کاری میشوند. بطور خاصتر، روش “طول موج خنثی” است که در آن جذب غیر خطی، برهمکنش نور-ماده را حتی اگر مواد بطور معمول در طول موج لیزر شفاف باشند، تحریک میکند.
یکی از محدودیتهای پردازش فوق سریع این است که حذف ماده با نرخ آهسته تری انجام میشود و بنابراین لیزرهای فوق سریع پر هزینه تر از منابع لیزری با پالس بلند هستند. به عنوان یک نتیجه، پردازش فوق سریع به طور معمول به کاربردهایی که نیاز به بالاترین دقت و کیفیت ممکن و کوچکترین HAZ دارند، اختصاص داده میشود.
یک مزیت بزرگ دیگر پردازش فوق سریع این است که سازگار با طیف بسیار گسترده ای از مواد هستند از جمله مواد مختلف با گاف نواری بالا نظیر شیشه، یاقوت[۵] و پلیمرهای فلوئوردار[۶] خاص که جذب اپتیکی خطی پایینی دارند و بنابراین به سختی با لیزرهای تجاری در دسترس ماشین کاری میشوند. بطور خاصتر، روش “طول موج خنثی” است که در آن جذب غیر خطی، برهمکنش نور-ماده را حتی اگر مواد بطور معمول در طول موج لیزر شفاف باشند، تحریک میکند.
یکی از محدودیتهای پردازش فوق سریع این است که حذف ماده با نرخ آهسته تری انجام میشود و بنابراین لیزرهای فوق سریع پر هزینه تر از منابع لیزری با پالس بلند هستند. به عنوان یک نتیجه، پردازش فوق سریع به طور معمول به کاربردهایی که نیاز به بالاترین دقت و کیفیت ممکن و کوچکترین HAZ دارند، اختصاص داده میشود.
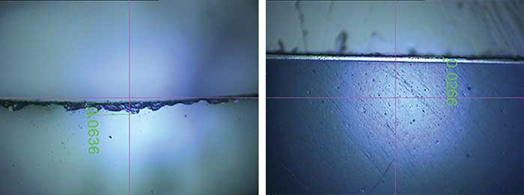
سطح مقطع برش شیشه با یک لیزر نانوثانیه ای (چپ) و یک لیزر پیکوثانیه ای (راست). لیزر پیکوثانیه ای برشی با میکرو ترکها و باقیمانده های ریز کمتری تولید میکند.
از برش یاقوت تا بریدن LED
لیزرهای پردازشی فوق سریع بدلیل مزیتهایشان، در حال حاضر در کاربردهایی که دقت بالا مورد نیاز است، مورد استفاده قرار میگیرند. این کاربردها شامل بریدن LED، برش یاقوت، سوراخکاری نازلهای تزریق سوخت موتور اتومبیل و صفحات خنک کننده موتور، حفر سوراخ و ساختاردهی به فیلترهای بیوپزشکی، برش و سوراخکاری رزین FR-4، برش و سوراخکاری هر دوی سرامیکهای هم پخت دما پایین[۷] و دما بالا و میکروپردازش فلزاتی نظیر استیل ضد زنگ و مس است. اخیراً، لیزرهای پیکوثانیه ای همچنین برای علامت گذاری قطعات مدار مجتمع نیز استفاده میشوند. پالسهای کوتاه، آسیب احتمالی به قطعه را در طول علامت گذاری کاهش میدهند.
در چند سال اخیر چند تولید کننده ابزار آسیایی از لیزرهای پیکوثانیه ای سری RAPID شرکت Coherent، برای تکه کردن ویفر نیمه هادی و برش شیشه استفاده کرده اند. جاشوآ ژااو مدیر فروش شرکت Suzhou Delphi Laser برای منطقه آمریکا، در مورد چگونگی استفاده از لیزرها و مزیتهایی که دارند، گفتگو کرده است. او میگوید: “تکه کردن ویفر در واقع میتواند به دو روش مختلف انجام شود. در اولی که شیار دادن لیزری[۸] نامیده میشود، باریکه روی سطح ویفر در street area (فضای خالی بین اجزای مدار) متمرکز میشود. لیزر یک مسیر را روی ویفر حکاکی میکند و تراشه ها به صورت تک تک و پشت سرهم و به صورت مکانیکی از هم جدا شوند.” دومین روش، برش نهان[۹] نامیده میشود. در اینجا پرتو در خود ویفر متمرکز میشود و حکاکی را در ماده ایجاد میکند. دوباره مثل مورد قبل تراشه به صورت مکانیکی و تک تک معمولاً از طریق انبساط نواری، از هم جدا میشوند.
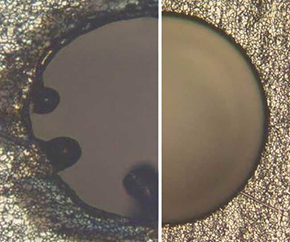
مقایسه حفره ۲۰۰ میکرومتری ایجاد شده در فولاد ضد زنگ با لیزر نانوثانیه ای (چپ) و پیکوثانیه ای (راست). لیزر پیکوثانیه ای حفره ای تمیزتر با تغییر شکل کمتر و یک ناحیه متأثر از حرارت (HAZ) کوچکتر ایجاد میکند.
آقای ژااو میگوید: “پیش از این ما از یک لیزر نانوثانیه ای ۳۵۵ نانومتری برای شیار دادن لیزری استفاده کردیم، اما اکنون با استفاده از یک لیزر پیکوثانیه ای ۱۰۶۴ نانومتری برش نهان را انجام میدهیم. این باعث بوجود آمدن مزایایی میشود. اول اینکه لیزر پیکوثانیه ای ناحیه متأثر از حرارت بسیار کوچکی را در مقایسه با لیزر نانوثانیه ای ایجاد میکند. این موجب میشود عرض برش از ۲۵ میکرومتر تا ۱۴ میکرومتر کاهش یابد که به نوبه خود منجر به بازده بالاتر میشود یعنی میتوان المانهای بیشتری را روی ویفر قرار داد. این کار باعث میشود که قطعات دورریز کمتری نیز تولید شود و بنابراین زباله کمتری تولید شود. به عنوان یک نتیجه، ما قادر خواهیم بود پردازش را با سرعت بیشتری نسبت به قبل انجام دهیم، به عنوان مثال، لیزر نانوثانیه ای میتواند برای اندازه تراشه ۱۰×۲۳ میلیمتر، ۱۵ ویفر را در هر ساعت پردازش کند، اما لیزر پیکوثانیه ای ۲۳ ویفر را در هر ساعت پردازش میکند. بعلاوه، ما حتی میتوانیم ویفرهای ضخیمتر را نیز پردازش کنیم؛ در حال حاضر میتوانیم ویفرهای با ضخامت ۲۰۰ میکرومتر را برش دهیم در حالیکه لیزر نانوثانیه ای قادر به پردازش ضخامتهای بیش از ۱۰۰ میکرومتر نبود.”
برش شیشه بوسیله لیزر پیکوثانیه ای: جلوگیری از ایجاد ترک و باقیمانده های ریز
کاربرد مهم دیگر پردازش پیکوثانیه ای، برش شیشه است. این کاربرد با استفاده از رشد فوق العاده بازار در گوشیهای همراه و رایانه های تبلتی که دارای صفحه نمایش لمسی هستند، بوجود آمده است. دو مسأله مهم در مورد شیشه صفحه نمایش لمسی وجود دارد. اولی ما را به سمت استفاده از لایه های شیشه ای نازکتر به منظور کمینه نمودن وزن کل صفحه نمایش ترغیب میکند. دومی نیز، نیاز به برش اشکال منحنی در شیشه به جای خطوط راست ساده است تا بتوان لبه های گرد موجود در صفحه نمایش و همچنین صفحه نمایشهای دارای هندسه پیچیده تر را نیز ایجاد کرد.
بسیار مهم است که هر چه شیشه صفحه نمایش باریکتر شود، محصول نهایی همچنان توانایی مقاومت در برابر افتادن و تحمل فشار و ضربه (برای صفحه نمایشهای لمسی) را داشته باشد. در واقع یک صفحه نمایش لمسی LCD معمولی شامل سه یا چهار لایه چیده شده از شیشه است. بالاترین (بیرونیتر) صفحه اغلب یک پوشش محافظ شیشه ای با ضخامت ۷۰۰ میکرومتر است. برای به حداقل رساندن خطر خراشیدگی و شکستگی، این لایه بیرونیتر (بالاترین) شیشه، برای تولید یک صفحه بسیار مقاوم مورد عملیات شیمیایی قرار میگیرد. Corning’s Gorilla Glass، Asahi’s Dragontrail و Schott’s Xensation مثالهایی از این دست هستند. ضخامت این لایه تقویت شده عموماً ده ها میکرون است.
برش مکانیکی سنتی شیشه ممکن است منجر به ایجاد میکرو ترکها و باقیمانده های ریز شود. برش لیزری شیشه با استفاده از CO2 و لیزرهای حالت جامد نانوثانیه ای، برای مدتی در صنعت صفحه نمایش مورد استفاده بوده است. هر دو این لیزرها نتایج بسیار بهتری از برش مکانیکی ایجاد کرده اند اما مخصوصاً برای شیشه بسیار نازک (ضخامتهای کمتر از ۳۰۰ میکرومتر) هرکدام محدودیتهایی دارند. آقای ژااو میگوید: “برش بوسیله لیزر پیکوثانیه ای باعث میشود که قطعه نهایی استحکام لبه بالاتری داشته باشد و در حین استفاده، در مقابل شکستن مقاومت بیشتری داشته باشد.”
با تولید نسل جدید لیزرهای فوق سریع صنعتی توان بالا و مطمئن، توانایی میکرو پردازش با دقت بالاتر در انواع کاربردها بوجود می آید. انتظار میرود این تکنولوژی در صنایع مختلف نظیر ساخت میکرو الکترونیکها، تولید دستگاه های پزشکی و خودرو تأثیرگذار باشد.
برش شیشه بوسیله لیزر پیکوثانیه ای: جلوگیری از ایجاد ترک و باقیمانده های ریز
کاربرد مهم دیگر پردازش پیکوثانیه ای، برش شیشه است. این کاربرد با استفاده از رشد فوق العاده بازار در گوشیهای همراه و رایانه های تبلتی که دارای صفحه نمایش لمسی هستند، بوجود آمده است. دو مسأله مهم در مورد شیشه صفحه نمایش لمسی وجود دارد. اولی ما را به سمت استفاده از لایه های شیشه ای نازکتر به منظور کمینه نمودن وزن کل صفحه نمایش ترغیب میکند. دومی نیز، نیاز به برش اشکال منحنی در شیشه به جای خطوط راست ساده است تا بتوان لبه های گرد موجود در صفحه نمایش و همچنین صفحه نمایشهای دارای هندسه پیچیده تر را نیز ایجاد کرد.
بسیار مهم است که هر چه شیشه صفحه نمایش باریکتر شود، محصول نهایی همچنان توانایی مقاومت در برابر افتادن و تحمل فشار و ضربه (برای صفحه نمایشهای لمسی) را داشته باشد. در واقع یک صفحه نمایش لمسی LCD معمولی شامل سه یا چهار لایه چیده شده از شیشه است. بالاترین (بیرونیتر) صفحه اغلب یک پوشش محافظ شیشه ای با ضخامت ۷۰۰ میکرومتر است. برای به حداقل رساندن خطر خراشیدگی و شکستگی، این لایه بیرونیتر (بالاترین) شیشه، برای تولید یک صفحه بسیار مقاوم مورد عملیات شیمیایی قرار میگیرد. Corning’s Gorilla Glass، Asahi’s Dragontrail و Schott’s Xensation مثالهایی از این دست هستند. ضخامت این لایه تقویت شده عموماً ده ها میکرون است.
برش مکانیکی سنتی شیشه ممکن است منجر به ایجاد میکرو ترکها و باقیمانده های ریز شود. برش لیزری شیشه با استفاده از CO2 و لیزرهای حالت جامد نانوثانیه ای، برای مدتی در صنعت صفحه نمایش مورد استفاده بوده است. هر دو این لیزرها نتایج بسیار بهتری از برش مکانیکی ایجاد کرده اند اما مخصوصاً برای شیشه بسیار نازک (ضخامتهای کمتر از ۳۰۰ میکرومتر) هرکدام محدودیتهایی دارند. آقای ژااو میگوید: “برش بوسیله لیزر پیکوثانیه ای باعث میشود که قطعه نهایی استحکام لبه بالاتری داشته باشد و در حین استفاده، در مقابل شکستن مقاومت بیشتری داشته باشد.”
با تولید نسل جدید لیزرهای فوق سریع صنعتی توان بالا و مطمئن، توانایی میکرو پردازش با دقت بالاتر در انواع کاربردها بوجود می آید. انتظار میرود این تکنولوژی در صنایع مختلف نظیر ساخت میکرو الکترونیکها، تولید دستگاه های پزشکی و خودرو تأثیرگذار باشد.
[۱] Heat-Affected Zone
[۲] Remove
[۳] Stealth Dicing
[۴] Photoablation
[۵] Sapphire
[۶] Fluorinated Polymers
[۷] Low-Temperature co-fired Ceramics
[۸] Laser Grooving
[۹] Stealth Dicing